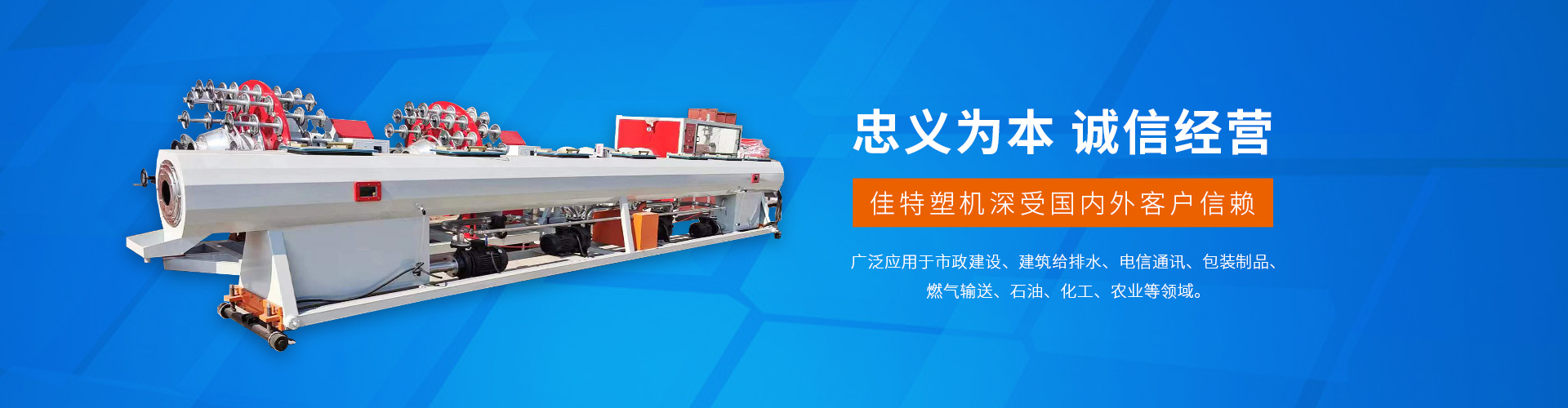
欢迎来到青岛佳特塑料挤出机械有限公司网站!

 13375585913
13375585913








克拉管产品优势
克拉管产品可分为PR、OP、SQ、VW三种系列,其中: PR、OP-主要用做埋地排水管道, SQ-主要用于制造容器或窨井, VW-主要用于三通、弯头、二次加工成型的管件, 产品中应用的是PR系列,该产品内表面光滑、外部为异型增强结构,管材标准长度为6米,管内径范围为DN300-DN4000,产品指标 均达到GB/T 19472. 2-2017 B型结构壁管标准及EN-13476欧洲标准要求。同时,由于该产品在同等应用条件下比其它管材重量轻,便于运输,施工方便快捷,可降低施工费用,在应用范围,不需混凝土垫层和混凝土管基沟槽合格后即可直接敷管,基本上呆做到边开挖、边下管、边回填,简化了施工程序,缩短了工期。
hdpe缠绕波纹管是一种什么管道呢?我们能从字面意思上得到这是一种高密度聚乙烯材质的塑料管道,那么和我们前期介绍过的双壁波纹管,钢带增强螺旋波纹管,双平壁钢塑复合管有什么不同呢?
hdpe双壁缠绕波纹管其实只是一种管道的其中一种称呼,就像一个人可能不止一个名字一样。hdpe双壁缠绕波纹管的另外一个名称是钢带增强螺旋波纹管。为什么会成为缠绕波纹管呢?这就要说到其外观了。hdpe双壁缠绕波纹管是采用聚乙烯为材质进行熔融,和钢带,粘合树脂缠绕成型的管道。外壁为波纹缠绕状,所以也有部分人成为hdpe双壁缠绕波纹管。其实它就是我们经常称为的钢带管。克拉管生产线采用高密度聚乙烯(HDPE)树脂为主要原料,采用热态缠绕成型工艺,以PP单壁波纹管为支撑结构成型的具有较高抗外压能力的缠绕B行结构管材,国内俗称克拉管、宝库管或内肋管。
该种管材具有耐腐蚀、质量轻、安装简便、通流量大、寿命长等优点,可替代高能耗材质水泥、铸铁、陶瓷等制作的管材,属环保型绿色产品。钢带的加入大大提升了管道的环刚度性能,相比传统的纯塑料管道,hdpe双壁缠绕波纹管的环刚度能达到SN12.5以上。PP因为退火温度低,这意味着容易受热变形,所以需要较高技能水平才能切割。

所谓预应力波纹管,也就是在产品的使用中,能让他们达到自己有应有的多方面承受能力,那么在这种产品使用中,都是达到什么承受能力呢?
首先是在产品的使用当中,要让他们达到很好的产品上的压力承受,这是因为在这种产品上的使用当中,重要也就是在产品上的压力使用,用户使用的是初级工的压力,自然也就希望在产品上的,真正能提高它的压力承受。这是一个方面,再有在就是在拉力上的承受能力,因为在一些环境?在施工现场,如果临时堆放,要用东西遮盖上,不能暴晒于阳光下或是受雨淋。”之下,用户在使用预应力波纹管的时候,也是希望使用到产品上的拉力的,而在这个时候,如果是在产品上的,没有真正达到自己的这一点了优势,也就不能在产品上的,真正会有自己的本身优势,自然在这个时候,标准性就极为重要了,厂家生产上的标准性,而在预应力上的测试等等,也都是要有标准性的。
除了上的所说的之外,自然还有也有就是在预应力波纹管上的,都是达到了什么一个产品上的使用上的抗弯能力,因为在几乎所有的材料上的,他们在使用中,如果是达到一定的长度的情况下,也都是会出现一定程度上的弯曲的,但是用户在使用时,就是希望他们在弯曲上的程度达到,其中,一者是要看他们在生产中,有什么材料使用,再有也就是在厂家的生产上,他们有什么技术和警惕性。预应力塑料波纹管中的塑料是一种新式成孔资料,它与金属波纹管比较,具有以下长处:预应力塑料波纹管的原资料是HDPE。

PVC管材生产线功能
PVC管材生产线功能:
(1)原材料混和:是将PVC增稠剂、增粘剂、剂等其他辅材,按占比、加工工艺依次添加高速搅拌机内,经物料与机械设备自磨擦使物料提温至设置加工工艺溫度,随后经冷混料机将物料降至40-五十度;那样就可以添加到挤出机的料仓。
(2)挤出机一部分:该机配有定量分析加料装置,使挤出量与加料量可以配对,保证产品平稳挤出。因为锥型螺杆的特性,加料段具备很大的直徑,对物料的热传导总面积和裁切速率较为大,有益于物料的熔融,计量检定段螺杆直徑小,降低了热传导总面积和对溶体的裁切速率,使溶体能在较低的溫度下挤出。螺杆在料筒旋转时,将PVC混和料熔融后引向发动机,进而做到夯实、熔化、混炼胶均化;特别是结构设计中平料带的熔接缝被聚乙烯包覆支撑管所覆盖,提高了制品整体的抗外压能力。并完成排气管、脱干之目地。加料装置及螺杆驱动器装置选用直流变频变速,可完成同歩变速。
(3)挤出料管一部分:经夯实、熔化、混炼胶均化的PVC,有事后物料经螺杆引向料管,挤出料管是管材成形的关建构件。
(4)真空泵定形储水箱用以管材的定形、制冷,真空泵定形储水箱上配有供定形和制冷的超滤装置和循环水系统,不锈钢板壳体,冷却循环水自喷制冷,真空泵定形储水箱上配有前后左右挪动装置和上下、高矮调整手动式装置。
(5)光缆牵引机用以持续、全自动地将已制冷发硬的管材从发动机处引出来,直流变频变速。
(6)自动切割机:由限位开关依据规定长短操纵后,开展全自动激光切割,并翻架,推行水流生产制造,自动切割机以定长工电源开关数据信号为命令,进行激光切割整个过程,在激光切割全过程中与管材运作维持同歩,激光切割全过程由电动式和气动式驱动器进行,自动切割机设立除尘装置,将激光切割造成的碎渣立即吸出来,并收购。有两种主要类型:均聚物和共聚物,共聚物进一步分为嵌段共聚物和无规共聚物。
(7)翻料架翻料姿势由汽缸根据供气操纵来完成,翻料搭建有一个限位开关装置,当铝材切割机断开管材后,管材再次运输,经后,汽缸进到工作中,完成翻料姿势,做到倒料目地。倒料后经几秒全自动校准,等候下一循环系统。


扫一扫手机网站



 在线客服
在线客服 13375585913
13375585913 13964225913@163.com
13964225913@163.com